Overfladebehandling i smykkefremstilling
Overfladebehandling er traditionelt en højglanspolering, og kan inddeles i følgende processer:
Smergling
Inden
smergling påbegyndes forudsættes, at smykket er filet. Smerglingen
foregår med slibekorn, der hurtigt og effektivt kan fjerne fileridserne.
At emnet smergles er et gammelt udtryk, der henviser til det
smergelpapir man tidligere brugte til denne proces. I dag bruges mange
forskellige former for slibepapir og slibehjul. Smergling kan foregå i
hånd eller på maskine.
Slibning
Slibning foretages med finere slibekorn, og i processen fjernes alle spor efter smerglingen.
Højglans- polering
Til
højglanspolering anvendes meget, meget fine slibekorn, der kan fjerne
alle spor fra slibningen og efterlade overfladen så glat, at lyset
reflekteres fuldstændigt, hvorved overfladen opleves blank.
Valg af overfladebehandling skal altid foretages med udgangspunkt i de emner, der skal overfladebehandles. Vigtige faktorer er:
- • metallet, der skal behandles
- • emnets overflade fra starten
- • antal emner, der skal igennem processen
- • tidshorisonten
Menzerna slibe- og poleremasse
Oversigt over produktegenskaber:
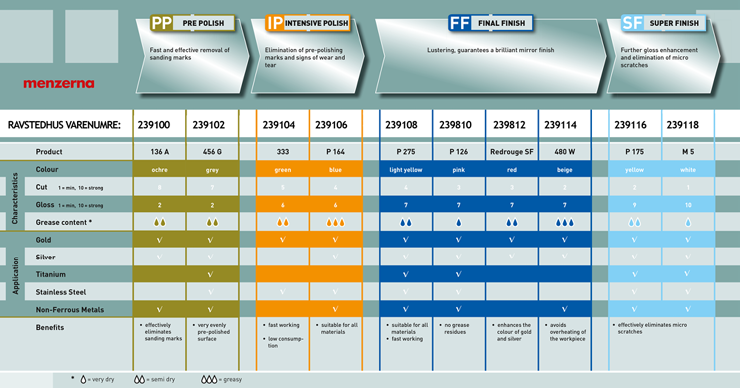
Klik på billedet for at se billedet i originalstørrelse.
Tromlepolering
Maskinen
Tromlepoleremaskiner
fås i flere størrelser. Tromlen består af en motor og to aksler, hvoraf
motoren trækker den ene aksel rundt. Beholderen lægges på akslerne som
trækker den rundt. Udformningen af tromlebeholderen har betydning for
effektiviteten. Typisk er de enten kantede eller bølgede for at sikre en
bedre rotation af emnerne. De kan være udformet i gummi eller plast.
Små beholdere er ofte af gummi, mens større beholdere er af plast.
Medier til polering samt slibning
Plastpyramider
Til
smergling og slibning i tromlen anvendes plastpyramider med indstøbt
slibepulver. De fås i forskellige kornstørrelser grov, mellem og fin.
Kornstørrelse vælges på baggrund af emnernes overflade. Når
plastpyramiderne ikke er i brug i længere tid skal de tørres.
Stålkugler
Til
polering i tromlen anvendes stålkugler, der fås i forskellige
størrelser og profiler. Blandede profiler kan komme ind i alle kroge,
men er ikke velegnet til plader, idet de spidse profiler vil gå ind og
lave små prikker i pladens overflade. Til pladearbejde anbefales
udelukkende runde kugler.
Bruger man stålkuglerne ofte kan man
lade dem stå i vand med polersæbe, da sæben vil beskytte kuglernes
overflade, men hvis der er længere tid imellem, er der risiko for, at
stoffer i vandet vil aflejre sig på kuglerne. Tag dem derfor op, tør
dem, og opbevar dem i en lukket beholder. Stålkuglerne bliver i brug
snavsede og mindre og mindre effektive, hvorfor de ind imellem skal
renses. Til dette formål bruges en speciel stålkuglerens, der giver en
effektiv rensning. Den skal køre ca. én times tid med kuglerne.
Midler til polering samt slibning
Til
slibning med plastpyramider anvendes et overflademiddel, der optager
det slibesmuds, der frigøres under slibningen, således at det ikke
sætter sig på emnerne eller på plastpyramiderne. Til polering anvendes
sammen med stålkuglerne en særlig polerersæbe, der binder snavs og
urenheder til vandet, således at det ikke afsættes på emnerne. For at
sikre en effektiv proces skal stålkuglerne med jævne mellerum renses i
stålkuglerens.
Processen
Slibning i tromle
Plastpyramiderne
lægges i tromlen sammen med emnerne, og vand og slibesæbe tilsættes.
Undervejs i processen mættes sæben med smuds og snavs, som så sætter sig
på plastpyramiderne og lukker for slibekornene. Derfor skiftes vand og
sæbe med jævne mellemrum, når der smergles og slibes i lukket
tromlebeholder. Få emner af gangen giver det bedste resultat.
Højglanspolering i tromle
Stålkuglerne
lægges i tromlen sammen med vand og poleresæbe. Tromlen skal køre i ca.
1 time. Tromlepolering med stålkugler hærder metallet - især
overfladen. Oxyderede emner bør ikke tromlepoleres sammen med ikke
oxyderede emner, da det kan give misfarving. Emner af kobber, bronze og
messing bør ikke tromlepoleres sammen med emner af sølv, da de kan give
misfarvning af sølvet. Har stålkuglerne været anvendt til enten
oxyderede emner eller kobber, bronze, messing bør de renses med
stålkuglerens, før de igen anvendes til sølv.
Vibratorpolering
Maskinen
Vibratoren
er bygget op omkring en sokkel, der indeholder motoren. Ovenpå soklen
er monteret en skål med låg. Vibratoren fås med kapacitet fra 2 kg til
30 – 40 kg medie.
Beholderen
På skålen kan monteres et
vandgennemstrømningssystem, der anvendes ved smergling/slibning med
slibepyramider. Systemet sikrer, at der konstant tilføres
overflademiddel og vand til processen, og at slibeslam automatisk
transporteres bort. Ved højglanspolering med valnøddegranulat eller
stålkugler og poleresæbe anvendes ikke vandgennemstrømning. Det
anbefales at have en separat skål til højglanspolering.
Medier til polering samt slibning
Plastpyramider til grov- og finslibning
Der
kan anvendes plastpyramider, der består af fine kiselkorn indstøbt i
plastik. Pyramidernes form - med kombinationen af flader og spidser -
gør dem effektive til behandling af emner med såvel enkle som mere
komplicerede former. Der anvendes plastpyramider i 3 kornstørrelser:
- • Brune til grovslibning
- • Grønne til finslibning
- • Hvide til forpolering
Sammen med plastpyramiderne anvendes et overflademiddel, der hindrer at slibeslammet sætter sig på emner og plastpyramider.
Keramiske kegler til grov- og finslibning
Til
grov- og finslibning - især af hårde metaller som f.eks. stål og titan -
kan i stedet for plastpyramider anvendes keramiske slibekegler, hvor
slibemidlet er bundet keramisk. Keramiske kegler er generelt mere
”aggressive” i slibningen end plastpyramider. Mediet fås i kegleform og
en række andre forskellige profiler, ligesom det også fås i forskellige
kornstørrelser.
Stålkugler til polering af hvide metaller
Blandede
profiler kan komme ind i alle kroge, men er ikke velegnet til plader,
idet de spidse profiler vil gå ind og lave små prikker i pladens
overflade. Til pladearbejde anbefales udelukkende runde kugler. Bruger
man stålkuglerne ofte kan man lade dem stå i vand med polersæbe, da
sæben vil beskytte kuglernes overflade, men hvis der er længere tid
imellem, er der risiko for, at stoffer i vandet vil aflejre sig på
kuglerne. Tag dem derfor op, tør dem, og opbevar dem i en lukket
beholder.
Stålkuglerne bliver i brug snavsede og mindre og mindre
effektive, hvorfor de ind imellem skal renses. Til dette formål bruges
en speciel stålkuglerens, der giver en effektiv rensning. Den skal køre
ca. én times tid med kuglerne.
Tørpolering af gule metaller
Polering af gule metaller foregår tørt med anvendelse af valnøddegranulat og evt. poleremiddel.
Midler til polering samt slibning
Overflademiddel til plastpyramider
Sammen
med slibemediet - plastpyramiderne eller keramiske slibekegler -
anvendes et overflademiddel, der hindrer at slibeslammet sætter sig på
emner og medie. Til polering anvendes sammen med stålkuglerne en særlig
polerersæbe, der binder snavs og urenheder til vandet, således at det
ikke afsættes på emnerne. For at sikre en effektiv proces skal
stålkuglerne med jævne mellerum renses i stålkuglerens.
Processen
Slibning i vibrator
Der
fyldes plastpyramider i til ca. 5 cm. under kanten. Antallet af emner i
forhold til pyramider må ikke være større end at emnerne hele tiden
flyder frit blandt pyramiderne. En tommelfingerregel er 8 dele
slibemedium til 1 del produkt. Pyramiderne hældes i skålen sammen med
overflademiddel og vand. Mængden er afhængig af vibratorens størrelse,
så følg maskinens anvisning. Der bruges meget lidt vand til slibning i
vibrator, og er pyramiderne våde bruges kun halv mængde vand.
Højglanspolering i vibrator
Stålkugler,
polersæbe og vand tilsættes og emner lægges i. Kører i ca. 2 timer.
Emnerne skylles grundigt under rindende vand. Vær opmærksom på, at følge
maskinens vejledning vedrørende mængde/vægt af stålkugler, som kan
benyttes i den pågældende maskine. Man kan risikere at overbelaste
vibratoren ved for høj vægt, og derved skade den.
Ved tørpolering med valnøddegranualt fyldes skålen ¾ og emnerne lægges i. Der kan tilsættes polerepasta.
Tallerkenpolering
Maskinen
Tromlen
består af en motor og to aksler, hvoraf motoren trækker den ene aksel
rundt. Beholderen lægges på akslerne som trækker den rundt.
Tromlepoleremaskiner fås i flere størrelser.
Tromlen
Udformningen
af tromlebeholderen har betydning for effektiviteten. Typisk er de
enten kantede eller bølgede for at sikre en bedre rotation af emnerne.
De kan være udformet i gummi eller plast. Små beholdere er ofte af
gummi, mens større beholdere er af plast.
Medier til våd-slibning
Til
vådslibning anvendes et slibemedie, der sliber materiale af emnerne, og
som udvaskes via vandgennemstrømningsystemet. Der kan til vådslibning,
afhængig af emnets materiale, form og overflade, anvendes slibemedie af
Keramisk bundet - slibesmedie
Giver
et hårdt basismateriale, med stor vægtfylde, der især er velegnet til
grovslibning af hårde metaller som f.eks. titan og stål. Keramiske
slibemedier er generelt mere ”aggressive” end slibemedier af plast.
Keramiske slibemedier fås i 5 forskellige profiler (pyramide, elipse,
cylinder mv.) i 3 forskellige kornstørrelser:
- • meget grov
- • grov
- • medium
Plastbundet - slibesmedie
Giver
et blødt basismateriale, med lav vægtfylde, der især er velegnet til
ikke jernholdige metaller. Det bløde basismateriale hindrer hærdning af
metallet under slibningen. Plast slibemedier fås som kegle- eller
pyramideform i forskellige størrelser. Der fås 5 forskellige
kornstørrelser, men typisk anvendes:
- • mediumslibning (rød)
- • finslibning (blå)
- • forpolering (hvid)
Midler til våd-slibning
Til
vådslibeprocessen tilsættes et overflademiddel (slibesæbe), der skal
binde slibeslammet, således det ikke afsættes på emnerne eller på
slibemediet.
Medier til tør-slibning & polering
Valnøddegranulat,
majsgranulat og træ er forskellige typer af slibemedier til tørslibning
og– polering. Valnøddegranulat, er det mest anvendte medie, og anvendes
til såvel tør finslibning som tørpolering.
Tør-slibning
Valnøddegranulat
imprægneret med slibemiddel anvendes til tør finslibning, men efter et
stykke tid i brug skal der tilsættes yderligere slibemiddel. Kan også
fås uden slibemiddel, således slibemidlet tilsættes separat.
Tør-polering
Valnøddegranulat
imprægneret med poleremidde. Efter et stykke tid i brug skal der
tilsættes yderligere slibemiddel. Kan også fås uden poleremiddel,
således poleremidlet tilsættes separat.
Midler til tør-slibning & polering
Til
tørslibning med valnødegranulat anvendes en såkaldt tørslibepasta, der
tilsættes efter behov. Slibepastaen anvendes afhængig af emnets
overflade i kornstørrelser 100 og 400. Til tørpolering med
valnøddegranulat anvendes polerepasta korn 500. Afhængig af emnets
overflade kan der evt. først foretages en forpolering med polerepasta
med lidt grovere kornstørrelser.
Processen
Processen til våd-slibning
Ved
vådslibning bevæger emnerne sig i en hvirvelformet strøm rundt i
beholderen. Det tager 2–3 timer, fjerner ridser m.v., og er det
vigtigste led i processen for senere at opnå en højglanspoleret
overflade.
Tør-polering
Tørpoleringen
med valnøddegranulat tager ca. 2–3 timer og vil typisk bestå af en
forpolering med grov eller medium valnøddegranulat og en egentlig
højglanspolering med fin valnøddegranulat.
Magnetpolering
Maskinen
Tallerkenpoleremaskiner
fås i flere størrelser, og en maskine kan udføre alle 3 trin i
processen, når blot beholderen skiftes ud til hvert trin i processen.
Magnetpolering
Ved
magnetpolering hvirvler små tynde metalstave rundt. Hvirvelstrømmen
skabes af i bunden af magnetpolereren, hvor der kører nogle meget
kraftige magneter skiftevis højre og venstre rundt. De små metalstave er
så fine og tynde, at de kommer ind alle vegne, og det sker uden at
fjerne noget nævneværdigt materiale.
Magnetpolering kan bruges til at:
- • Fjerne belægninger, f.eks. rester af støbegips eller oxideringsfarvning.
- • Glanspolering af f.eks. filigranemner, eller emner med meget små detaljer.
Magnetpolering
fjerner ”belægninger” effektivt, hvilket især er velegnet til
støbninger, som kan gå direkte i magnetpolereren. Den arbejder hurtigt
og effektivt og efter ca. 15-30 min. kan emnerne sendes videre til
vådslibning i tallerkenpoleremaskinen.
Polérmaskinen
Manuel
overfladebehandling på poleremaskine er mere tidskrævende, fordi man
skal have hvert enkelt emne i hænderne. Poleremaskinen giver mulighed
for overfladebehandling af meget forskellige emner, idet der let kan
skiftes mellem forskellige slibe- og polerehjul/skiver samt slibe- og
poleremidler. Poleremaskine med 2 koniske pinoler og motoren placeret i
midten. Afskærmingskasser og udsugning er monteret. Polermaskinens
hastighed anbefales til polering af metaller at ligge omkring 3.000
omdr./min.
Visse typer af slibe- og polerehjul/skiver kan dog
kræve andre hastigheder. Der slibes i skivens nederste halvdel og man
bevæger emnet nedad.
Slibe- og polereskiver
Poleremaskinen
kan påmonteres mange forskellige typer af slibe- og polerehjul/skiver
samt børster. Der skal én skive/hjul til hver proces. For ikke at
overføre grove slibekorn fra en proces til en finere, kan den samme
skive ikke bruges til f.eks. både slibning og polering.
Skiver/hjul
fås i to standardstørrelser 100 mm og 150 mm. Når skiverne monteres på
pinolen vil 150 mm på grund af den større diameter køre hurtigere ved
periferien end 100 mm skiven. Vær opmærksom på, at den anbefalede
omdrejningshastighed kan variere fra skive til skive afhængig af
materiale.
Processen
Smergling
En
hurtig og effektiv måde at smergle på, er anvendelsen af slibehjul
(flapslibehjul) monteret på poleremaskinen. Slibehjulene har den ulempe,
at der kan være områder på emnet, hvor hjulet ikke kan komme ind.
Gummisliber
består af en elastisk gummimasse med indstøbte siliciumkarbid-slibekorn
i forskellige kornstørrelser. Det er et meget effektivt slibehjul, der
let fjerner noget materiale, som gør, at der kan spares tid i
slibeprocessen. Den bruges tørt, og er meget velegnet til
smergling/slibning på poleremaskine. Der kan slibes profiler ind i
slibehjulet, hvorefter hvert emne der slibes, vil få samme profil.
Gummisliberen er så effektiv, at der let slibes facetter på flader, og
skarpe kanter, hjørner m.v. afrundes.
Lamelkunststof-skive er
et slibehjul af kunststof-fibre med indstøbte aluminiumsoxid-slibekorn
Det giver en noget finere slibning, der ikke fjerner meget materiale.
Slibehjul
af kunststoffibre er med indstøbte siliciumkarbidslibekorn, og derfor
mere aggressivt end lamelkunststofskiven. Den fås i en mellem og en grov
udgave. "Mellem" anbefales til guld og sølv. Den kan evt. også anvendes
som sidste afsluttende overfladebehandling, idet den giver en let form
for mattering.
Børster, der jo kan komme ind overalt, anvendt sammen med pimpstens-slibemasse er en uhyre effektiv form for smergling.
Slibning
En
effektiv slibning opnås med en kludeskive monteret på polermaskinens
pinol. Der kan vælges mellem en hårdt syet kludeslibeskive, der giver en
kraftig slibning eller en blødere ikke syet. En tredje mulighed er
filtskiven, der giver den kraftigste og hårdeste slibning. På filtskiven
er det muligt at bevare skarpe kanter, der ofte vil blive lettere
afrundet på kludeskiverne.
Slibemassen vælges afhængig af metal –
allround er brun Lüstre et udmærket valg - eller Diamantin, der i en og
samme proces både sliber og polerer. Når slibemidlet køres på
kludeskiven, skal ikke trykkes for hårdt, idet skiven ikke må lukkes af
slibemasse.
Højglanspolering
Yderst
til højre en almindelig allround kludeskive af den type, der bruges til
slibning. Bagerst en syet kludeskive, der vil være hårdere end en ikke
syet. Den hvide er en lidt blødere kludeskive til polering. I midten er
en lille meget blød plys- eller garnskive, der giver en flot ridsefri
polering, fordi den er så blød. Jo blødere materiale skiven er lavet, jo
finere bliver poleringen.
På billedet ses en blød plisseret
kludeskive. Den er skåret på en speciel måde og derfor trævlefri, modsat
de andre kludeskiver. Plisseringen giver en afkølende effekt på emnet
under poleringen. Maksimal hastighed for denne skive er dog 1.400
omdr./min. En blød kludeskive monteret på polermaskinens pinol, og
hvorpå der køres ”Blå Unipol” er en udmærket løsning. Der kan også
anvendes ”Diamantin”, der er så effektiv at man kan gå direkte fra
smergling og til polering på kludeskiven.
Hvis kludeskiven er
blevet fast og tæt, kan en filebørste, der ikke bør anvendes til andet,
bruges til at rense kludeskiven med. Kludeskiven kan også klare et par
ture i vaskemaskine, hvis den trænger til en ekstragrundig rengøring.
Skal
man polere indvendigt i f.eks. ringe, så monteres en filtkegle eller en
tudebørste på poleremaskinen. Tudebørsten kan dog være svær at montere,
så den er centrerett – vær opmærksom på dette første gang den skrues på
pinolen. Til polering indvendig i ringe er en ringpolerholder et godt
hjælpeværktøj.
Sikkerhed
Når der arbejdes på
polermaskinen, skal den være helt afskærmet bagtil og delvist foran,
således at evt. tabte emner ikke flyver ud i lokalet eller op i hoved og
øjne. Brug evt. sikkerhedsbriller. Vær opmærksom på at slibestøvet er
skadeligt for åndedrætsorganerne og at udsugning anbefales. Under
arbejdet bør man ikke have løstsiddende handsker, flagrende ærmer,
tørklæder eller lign, der kan fanges af maskinen. Det samme gælder langt
løst hængende hår. Kludeskiverne kan gribe fat i løse eller bevægelige
dele, der poleres, og dermed er der fare for at fingre kan komme i
klemme. Polér derfor aldrig kæder og lign. på maskinen, medmindre de er
sømmet godt fast på en rundstok eller en flad pind. Kæder poleres bedst i
tromlen.
Micromotor & miniboremaskine
Maskinen
Til
micromotor/ miniboremaskiner og hængeboremaskiner fås utallige former
for børster og skiver, der er velegnet til overfladebehandling, især af
små emner, eller hvor andre former for overfladebehandling er vanskelig.
Kendetegnet for denne type af maskiner er:
- • Variabel trinløs omdrejningshastighed, der typisk går fra 0 til ca. 20.000 omdr./min.
- • Flexaksel/flexslange
- • Håndstykke
Slibe- og polerhjul
Eksempel på en serie af effektive slibe-og polereskiver, hvormed der kan overfladebehandles fra smergling til højglanspolering.
Manuel overfladebehandling
Slibning i hånden
Brug
en filtbøffel og en slibemasse med et meget fint slibemiddel. Gnid
massen på filtbøflen og slib på metallet til alle smergelridser er
fjernet og metallet begynder at skinne. Emnet vaskes af med f.eks. Ajax,
der fjerner slibekorn og voks fra slibningen.
Slibeark
På
slibearkene er også angivet kornstørrelser, og det anbefales at starte
smerglingen med kornstørrelse 220/400 og slutte af med korn 800/1000,
hvis der ønsker en højglanspolering. Til nogle former for grove
overfladebehandlinger kan dog sluttes med korn 500/600.
Når der
smergles med grove korn (lave tal) fjernes fileridserne, men kornene
laver ”ridser”, der også skal smergles væk, men med finere korn (højere
tal), der kun laver ubetydelige ridser, som kan slibes og poleres væk i
de efterfølgende processer. Undlad at starte med for fin kornstørrelse,
da det tager længere tid at fjerne fileridserne med korn 400 end med
korn 220.
Slibetråd- og pinde
Slibetråden
kan være en stor hjælp, når der skal smergles i huller, hjørner og
kroge, hvor det er svært at komme ind. Riv et stykke af, og sæt den ene
ende fast i skruestikken, så kan der køres op og ned ad slibetråden.
Slibepindene giver mulighed for at trykke lidt hårdere, fordi der er
noget at trykke med, hvilket giver en mere effektiv smergling.
Slibesvamp
Der
findes en type super-fleksible slibesvampe af tynd skumgummi med
slibekorn på den ene side. De kan bruges både vådt og tørt. De fås i
fin, mellem og grov og kan på grund af det fleksible skumgummi komme ind
i alle kroge og hjørner.
Slibning med pimpsten
Pimpsten,
der et fint slibemiddel er velegnet til slibning af især meget ujævne
overflader. Brug en gammel tandbørste og lidt vand og skur emnet godt.
En vatpind kan også bruges, hvis det kan være svært at komme til med
tandbørsten. Skal der slibes meget på store flader kan en blød klud med
en tyk pimpstens-/ vandopløsning bruges.
Vådslibning
Vådslibepapir
består af de samme siliciumkarbid slibekorn som tørslibepapiret, men de
er bundet på et kraftigere papir, der tåler vand. Fordelen ved at
slibning med vand er, at slibestøvet skylles væk fra papiret, istedet
for at sætte sig mellem kornene. Papiret slides ikke så hurtigt og
vandet lægger sig som en hinde mellem kornene og metallet, og giver en
”blidere” men absolut effektiv slibning.
Tørslibning
Tørslibepapir
består af siliciumkarbid slibekorn, der skærer meget ensartet, fint og
skarpt, men som hurtigt slides ned. Det er limet på papir, der
forholdsvis hurtigt slides op.
Smergling i hånden
Opbygningen er den samme, men forskellen ligger i hvilke slibekorn, det består af - og hvilken bund, kornene er bundet på.
Disse oplysninger kan aflæses på slibearkenes bagside. Til håndsmergling af metaller kan anvendes:
- • tørslibepapir
- • vandslibepapir
- • smergellærred
- • micro finishing film
Smergellærred
Består
af aluminiumoxid slibekorn, som har afrundede kanter og meget stor
slidstyrke. Kornene er bundet på et meget fleksibelt lærred. Dette giver
et meget slidstærkt og smidigt slibelærred at arbejde med.
Smergelbåndsholder
Smergel-
og slibepapir kan sættes på en holder af træ eller metal, og på denne
måde gøre smerglingen mere effektiv, da der kan trykkes mere, mens der
smergles.
Microfinishing film
Det
lysegule aluminiumslibepapir er et meget slidstærkt papir, der på grund
af aluminiumskornene og den specielle binding holder længe. Det kan
bruges vådt og tørt. Der fås en særlig dobbeltklæbende tape beregnet til
at klæbe på dette papir, således det kan klippes i facon og limes på en
pind eller en klods.
Højglanspolering i hånden
Højglanspolering
kan fortages i hånden med filtbøffel og Blå Unipol eller Diamantin. Det
kræver lidt knofedt, men er absolut en acceptabel måde at polere på. En
anden mulighed er, at bruge en klud med lidt Wienerkalk og vand eller
sprit, og så bare gnide og gnide til den blanke overflade træder frem.
Wienerkalken, der minder om pimpsten, men er finere kan evt. være et
supplement til polering med filtbøflen, da den ofte ikke kan komme ind
overalt. Når der bruges Wienerkalk anbefales brug af gummi- eller
engangshandsker.
En tynd bomuldsklud, der i den ene ende spændes
fast i skruestikken, og gnides med Blå Unipol kan også være løsningen,
f.eks. når der ønskes polering indvendig i ringe.
Overfladebehandling er også...
Mattering på mini & hængeboremaskine
Når
der matteres med små skiver, er man som regel nødt til at køre flere
gange frem og tilbage for at få hele overfladen behandlet. I starten kan
det være vanskeligt at få fladen jævn og ensartet. Boremaskinens
hastighed har også indflydelse på resultatet, så prøv at arbejde med
forskellige hastigheder. Prøverne på billederne er lavet med en
hastighed på 5.000–6.000 omdr./min. Husk altid at bære
sikkerhedsbriller, når der arbejdes med matterebørster på mini- og
hængeboremaskiner.
Kunststofskiver
Minibørsten
Minibørsten af ”Scotch brite” kan anvendes til en let grov mattering.
Matteringsbørster
Små
matteringsbørster af stålpinde er utrolig effektive og giver en dybere
bearbejdning af overfladen end kunststofskiverne. De fås i fire
dimensioner. Man kan evt. eksperimentere med at tage nogle af pindene
af, for at opnå andre matteringer. Når skruen løsnes kan pindene tages
af. Øverst den grønne børste, som er den groveste. Nederst i rækkefølge
fra grov til fin: blå, rød og gul.
Diamantsvampe til at ridse og mattere
Scotch Brite svamp
Denne
grønne svamp er fremragende til en let mattering. Den er lavet af det
specielle ”Scotch-Brite” materiale udviklet af 3M. Det består af et
fibermateriale med indstøbte slibekorn, som i dette tilfælde er
aluminiumsoxid. Udgangspunktet er en poleret overflade, hvilket
anbefales, da der her er tale om en let mattering, der ikke skjuler evt.
ridser.
Fileridser
Med den skarpe retvinklede kant
af den enkelthuggede fladfil kan overfladen ridses. Kør på kryds og
tværs. Ridserne er i hvert strøg parallelle og ligger i små blokke. En
fin effekt er, at oxydere denne overflade og at polere den ganske let
bagefter, således at den mørke oxydering ligger nede i ridserne, medens
overfladen er blank.
Oxydering
Oxylen
Oxylen
er færdigblandet klar til brug. Den er hurtig og effektiv, og især
velegnet til sølv, og giver en mere blå/sort farve end svovllever.
Emnerne affedtes/renses grundigt inden oxydering. Brug f.eks. wienerkalk
eller pimpsten og vand på en børste, og skyl grundigt inden emnet
lægges i oxyderingsvæsken.
Lidt af flaskens indhold hældes op i en
beholder, og der kan evt. fortyndes med vand. Emnet lægges i væsken og
iløbet af få sekunder vil det være oxyderet, hvorefter det straks tages
op. Der dannes hurtigt et så tykt lag, at det skaller af igen. Brug
altid pincetter af plast, og undlad at oxydere forskellige metaller i
samme væske. Undgå kontakt med hud og øjne, og sørg for god udluftning.
Når væsken bliver klar er den slidt, og farver ikke længere. Når
emnerne tages op af oxyderingsvæsken, afvaskes de grundigt.
Oxylen er strækt basisk og dermed ætsende. Undgå kontakt med syre.
Svovllever
Svovllever
er god til oxydering af kobber og bronze. Lugten af svovlelever minder
om rådne æg, hvilket er en stor ulempe ved produktet. Blandingsforhold: 7
g svovllever, 4 g hjortetakssalt, ½ l vand. Opbevares i en tætsluttende
beholder og har god holdbarhed i blandet tilstand. Blandet har
svovlever en karakteristisk klar gul farve, og efterhånden som væsken
slides mister den farve.
Undlad at oxydere sølv, i samme væske
som kobber og bronze, da det kan forårsage misfarvninger. Det samme
gælder stålpincetter og andet af jern/stål, der kommer i.